服務(wù)熱線:
18584572046
重慶凹道模具有限公司

專注:消失模鑄造模具和EPS、EPP等泡沫包裝模具的生產(chǎn)
主要應(yīng)用于消失模鑄造模型的制作和泡沫包裝產(chǎn)品的生產(chǎn)




摘要:對于ZGCr20Mn14Si2N材質(zhì)的爐篦條的消失模鑄造生產(chǎn)效率低,廢品率高的現(xiàn)狀進(jìn)行原因分析。通過對原工藝進(jìn)行優(yōu)化,解決了該鑄件存在的夾渣、夾砂缺陷,并提高了生產(chǎn)效率、降低了生產(chǎn)成本。
關(guān)鍵詞:消失模鑄造;爐篦條;夾渣、夾砂;重慶消失模模具廠
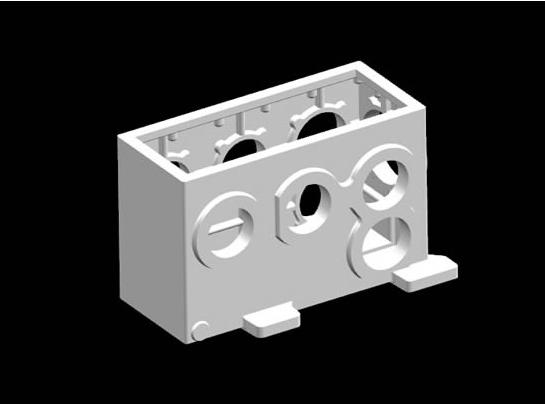
燒結(jié)機(jī)用爐篦條,工用在于支撐燃燒之后的高溫焦炭、灰渣,材質(zhì)上要求耐熱耐磨,牌號為Cr20Mn14Si2N。鑄件的輪廓尺寸高70mm寬40mm長800mm,砂箱尺寸長2200mm寬1200mm高800mm,鑄件毛坯單重19kg。生產(chǎn)要求效率高,鑄件技術(shù)要求全加工,工作面上不允許有鑄造缺陷,故鑄件的結(jié)構(gòu)雖然簡單但是對于生產(chǎn)要求和鑄造工藝很高。鑄件的結(jié)構(gòu)如圖1所示。
1原工藝及生產(chǎn)狀況
1.1原工藝生產(chǎn)形式
采用消失模鑄造生產(chǎn)方式,造型時采用箱內(nèi)組型,破口處用濕涂料填補(bǔ)。砂箱尺寸為長2200mm寬1200mm高800mm,每箱鑄件埋箱一簇,每簇模型出12件,澆冒口工藝如圖2所示。澆注溫度1620℃,澆注負(fù)壓度-0.055MP,保壓時負(fù)壓度-0.02MP,保壓時間30min。
1.2原工藝特點(diǎn)及生產(chǎn)鑄件質(zhì)量狀況

1.2.1原工藝特點(diǎn)
原工藝中鑄件有兩個冒口,金屬液從一個冒口澆入,遠(yuǎn)端的冒口為冷冒口,近澆口一段為熱冒口,由冒口的補(bǔ)縮距離等于冒口直徑的三倍的方式來考慮,故這種補(bǔ)縮工藝不合理,遠(yuǎn)端的冷冒口的補(bǔ)縮效果差,鑄件中間部位超出補(bǔ)縮距離而無法補(bǔ)縮[1]。
由于砂箱的尺寸相對較大,可以容納更多的鑄件,從而提高生產(chǎn)效率;故模型簇一箱生產(chǎn)12件,埋箱只埋了一層的工藝不合理,沒有有效的利用砂箱空間,生產(chǎn)效率太低。
1.2.2鑄件質(zhì)量狀況
(1):夾砂夾渣缺陷。
鑄件是全加工鑄件,要求的鑄造質(zhì)量較高。但由于使用了箱內(nèi)組型的方式,用濕涂料填補(bǔ)的部位強(qiáng)度不夠,粘接不牢,屬于易出問題的脆弱部位。在澆注時候這些粘接的部位被高溫金屬液沖開,導(dǎo)致鑄件夾渣夾砂缺陷。并且在鑄造工藝制定中,由于沒有考慮到鑄件的實(shí)際使用情況,澆注位置方向上使鑄件的實(shí)際工作面朝上了,鑄件的工作面由于不允許有缺陷,導(dǎo)致鑄件夾渣、夾砂報廢,如圖3所示[2]。
(2)氣孔
在鑄件的表面出現(xiàn)褶皺型氣孔,根據(jù)缺陷形狀判定為涂料沒有干透導(dǎo)致的水汽產(chǎn)生氣孔,缺陷形狀如圖4所示。由于生產(chǎn)過程中,生產(chǎn)工人在涂料的烘干和檢查環(huán)節(jié)做的不細(xì)致,涂料沒有完全烘干[3]。
2工藝優(yōu)化
根據(jù)實(shí)際生產(chǎn)中出現(xiàn)的問題,以及鑄件報廢的原因進(jìn)行爐篦條鑄件鑄造工藝的優(yōu)化。
2.1:澆冒口的改進(jìn)。
為了增加工藝的穩(wěn)定性,改變鑄件澆冒口的設(shè)計(jì),將原來的兩個冒口向鑄件長度方向的中間靠近,根據(jù)補(bǔ)縮距離的計(jì)算,可以得到冒口中心距離鑄件兩端260mm的位置可以實(shí)現(xiàn)補(bǔ)縮到位,冒口長300mm寬110mm高60mm,一個冒口下面橫跨三個爐篦條。并且讓內(nèi)澆道直接與兩個冒口相連,實(shí)現(xiàn)熱冒口補(bǔ)縮增加補(bǔ)縮效率,使鑄件的溫度場趨于合理。優(yōu)化之后的澆注系統(tǒng)直澆道60X60mm,橫澆道是60X50mm高,內(nèi)澆道為50X40mm高,模型簇共三層,每層之間的距離為60mm。
2.2夾渣、夾砂和氣孔缺陷的控制
鑄件在澆注位置方向上工作面朝下,保證工作面的質(zhì)量。采用箱外組型,保證涂完涂料之后的模型密閉性,防止因?qū)犹幯a(bǔ)涂料不干造成的涂料脆弱部位破損引起夾渣夾砂缺陷。澆口杯方面采用泡沫澆口杯,涂刷涂料時澆口杯處多刷一遍,埋箱造型時在澆口杯外圍樹脂砂,保證澆口杯強(qiáng)度,從而控制好澆口杯與直澆道之間的連接。
氣孔方面,需要從管理、工藝實(shí)施和監(jiān)督檢查方面進(jìn)行嚴(yán)格的控制,保證涂料烘干防止涂料返潮。工廠對于這樣的操作不細(xì)致問題需要對工人和相關(guān)的管理人員進(jìn)行培訓(xùn),并且做到責(zé)任到人,監(jiān)督到位,生產(chǎn)環(huán)節(jié)細(xì)致,以防這樣的低級錯誤影響鑄造廠效益。
2.3:生產(chǎn)效率的提高
根據(jù)原來的造型白模擺放方式可以看出,砂箱的利用率低,在高度方向上鑄件還可以多放兩層,實(shí)現(xiàn)兩個模型簇三層36件鑄件的澆注。根據(jù)以上兩個思路可以得到爐篦條鑄造工藝改進(jìn)之后的形式如圖5所示。
3生產(chǎn)應(yīng)用及效果
工藝優(yōu)化后,生產(chǎn)效率提升了3倍,同時也降低了成本。小批量生產(chǎn)過程中,該鑄件的夾渣夾砂缺陷完全得到控制,目前鑄件廢品率不足4%,鑄件加工后未發(fā)現(xiàn)縮孔縮松夾渣夾砂的缺陷,已批量生產(chǎn),工藝穩(wěn)定。
4結(jié)論
(1):通過優(yōu)化鑄件工藝,成功提高了鑄造生產(chǎn)效率,降低了生產(chǎn)成本。
(2):箱外組型,避免了粘接處破損沖進(jìn)砂子的缺陷。調(diào)整鑄件的澆注位置,合理的優(yōu)化鑄件澆冒口,使鑄件的工藝更加穩(wěn)定。工廠已經(jīng)開始大批量生產(chǎn),實(shí)踐證明工藝成熟。
(3):鑄造生產(chǎn)是很多個環(huán)節(jié)環(huán)環(huán)相扣的,講究一切工序向前推,所有問題在前面環(huán)節(jié)中就得到解決,這樣才能在最后生產(chǎn)出來合格的鑄件。所以技術(shù)人員和工人需要有很豐富的操作經(jīng)驗(yàn)和認(rèn)真的態(tài)度,保證每個環(huán)節(jié)有序的進(jìn)行,責(zé)任到人制度到位。才能夠避免一些不必要的低級錯誤導(dǎo)致鑄件報廢,影響車間效益。
凹道模具有限公司專業(yè)生產(chǎn)重慶消失模模具,歡迎廣大客戶來電咨詢消失模模具和消失模鑄造的相關(guān)技術(shù)問題。